Lead Time
merupakan salah satu indicator terpenting untuk mengukur kinerja bagian Processing / Produksi,
disamping quality dan cost pastinya.
Lead Time adalah waktu yang diperlukan oleh
bagian processing/produksi untuk memproduksi item produk per capacity
yang sudah ditentukan.
Misal Lead
Time produksi sosis A = 3.5 Day, ini bisa diartikan waktu yang
diperlukan untuk processing mulai dari tahap awal sampai akhir ( sosis A )
memerlukan waktu 3.5 hari, dengan batasan produksi sebesar x unit capacity.
Jika anda sebagai sales di perusahaan sosis, akan sangat membantu dalam
memberikan kepastian ‘waktu tunggu’ pada customer. Apalagi produk
perusahaan anda menjadi bahan baku bagi produk customer anda. Seperti sosis menjadi produk untuk Restoran.
Semakin kecil nilai lead time, berarti produk bisa diproduksi dengan waktu lebih cepat, dan ini semakin bagus tentunya. Lead Time menjadi indicator bagi :
Semakin kecil nilai lead time, berarti produk bisa diproduksi dengan waktu lebih cepat, dan ini semakin bagus tentunya. Lead Time menjadi indicator bagi :
1. Volume atau capasitas actual
produksi untuk setiap Item
2. Ketepatan Waktu Proses
3. Performance Engineering
4. Kemampuan Control Proses
TEKNIS
PERHITUNGAN LEAD TIME (LT) DALAM PROSES PRODUKSI
Sebelum
kita membahas mengenai perhitungan Lead Time, saya akan memberikan
penjelasan mengenai system production line itu sendiri.
Saya membagi System Line menjadi 2 jenis :
Saya membagi System Line menjadi 2 jenis :
1. Single
product Line
Single
product Line, merupakan Jalur produksi dimana proses produksi mulai
dari tahap awal sampai akhir, melalui mesin – mesin khusus. Dengan kata lain,
mesin-mesin di jalur produksi ini hanya memproduksi satu jenis produk. Jadi
model produksi ini dapat secara nyata dilihat.
Misal : Jalur perakitan pada pabrik mobil
modern, Jalur perakitan untuk Honda city, tidak akan sama dengan Honda Jazz,
karena mesin dan peralatan di masing-masng jalur sudah tersetting khusus hanya
untuk item tertentu.

2. Multiple product Line
Multiple product line, merupakan jalur produksi
dimana, beberapa mesin memproses Item-item produk yang berbeda. Beberapa jenis
mesin, sudah didesign untuk mudah dan tidak perlu waktu lama untuk
disetting saat berganti Item produk.
Misalnya : Mesin untuk industry pengolahan makanan,
ada puluhan jenis Item sosis, tapi jalur produksinya ada yang
menggunakan proses mesin yang sama.
Jika dilihat dari skema dibawah, Product A dan B,
menggunakan 2 mesin yang sama, yaitu mesin 3 dan 5. Semakin banyak Varian
item produknya, maka semakin rumit dan komplek perhitungan pembagian capasitas
per Linenya, biasanya untuk case seperti ini, system produksi sudah
menggunakan software.

Pada
dasarnya Sistem Line mengurai jalur proses produksi kedalam setiap
proses mesin, lalu memasukkan Item dengan proses mesin yang sama kedalam
satu line. Jalur produksinya menganut ‘single line’, perhitungannya akan lebih
mudah dibanding ‘multiple line’. Saya akan menjelaskan perhitungan untuk
jenis ’multiple line’, jika memahami ini, saya yakin anda mudah dalam
menghitung jenis single
|
Contoh
|
:
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Item A
|
diameter :
25 mm
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Item B
|
diameter :
10 mm
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Item C
|
diameter :
15 mm
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Item D
|
diameter :
30 mm
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Item E
|
diameter :
10 mm
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Item F
|
diameter :
15 mm
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Item G
|
diameter :
10 mm
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Item H
|
diameter :
30 mm
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Item I
|
diameter :
10 mm
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Ada 8
Item diproduksi, tapi jika kita kelompokkan ada 4 jenis tahapan proses.
Pada prinsipnya
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
yang
menjadi perhitungan utama sistem Line yaitu proses mesin, proses
manual tidak diperhitungkan
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
karena
tergantung dari variable jumlah orang, dengan asumsi bisa ditambah sebanyak
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
mungkin
dan dikurangi seminimal mungkin.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Sedang
kapasitas mesin dan jam produksi mesin terbatas.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
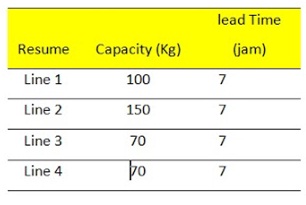
Berdasarkan
data kita mengetahui kapasitas mesin per hari ( 7 jam ) sbb :

|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||


|
Jadi jika
ada order, waktu untuk produksi mesin :
|
|
|
Item A,
sebanyak 1000 Kg, Waktu produksi : 70 jam kerja ( (1000 : 100)x7 )
|
|
|
Item
E sebanyak 300 Kg, Waktu produksi : 14 jam kerja ( (300 : 150)x7
)
|
|
|
Item G,
sebanyak 210 Kg, Waktu produksi : 21 jam kerja ( (210 : 7 )x7 )
|
|
|
Item I,
sebanyak 280 Kg, Waktu produksi : 28 jam kerja ( 280 : 70 )x7 )
Untuk jumlah item mencapai ratusan, tidak
mungkin dihitung secara manual, Sistem computer yang akan mengolah
datanya. Divisi yang paling strategis dalam tahap ini yaitu PPIC, mereka
akan arrange kapan Start Produksi dengan memastikan terlebih dahulu
kecukupan bahan baku.
Kunci utama dalam memperpendek lead time yaitu
pada capasitas produksi yang terus ditingkatkan, dengan cara
:
1. Control Proses Produksi dengan lebih
baik
2. Penambahan Mesin
3. Re-engineering, atau up grade teknologi permesinan
Lead time yang semakin pendek pasti
menjadi salah satu kekuatan manufacture dalam iklim persaingan yang
semakin kompetitif. Pada dasarnya, tidak ada customer yang mau menunggu
dalam waktu relative lama, saat membeli.
Tentunya artikel ini jauh dari detail.
Tidak ada system produksi yang baku. Masing-masing manufacturing memiliki
‘ke-khasan’ dalam system produksinya. Dengan melakukan improvement
secara berkelanjutan ( Continual Improvement ) akan muncul ide-ide untuk meningkatkankinerja produksi, termasuk ide mengenai Lead Time
ini.
Semoga artikel ini bermanfaat &
semoga sukses
|
|
No comments:
Post a Comment